こんにちは!おはようございますの方もこんばんはの方もこんにちは!しいたけです。
はい、今回もバイクは進んでいません。
さて、今回はうちの嫁が
『凄く小さい包丁が欲しい。ペティでもなく、出刃でもなく、アジ切よりも小さい包丁』
といった内容の包丁でした。うちの嫁は身体が小さく(149cm)、手もとても小さいので、普通の包丁は大きくて扱いにくい。とのこと。
条件に合った包丁を、ネットで探して…探して…探しましたが…
ないんですよ。その条件を満たす包丁。
仕方がない。作ろう。
ってことで、作りました。
さて、製作に入る前に要件を嫁にヒアリングします。
【要件】
・アジ切包丁よりも小さい
・ペティのように細長くもない
・出刃のように刃が厚く、片刃でもない
・さびにくい
・よく切れる
・柄の部分はちょっとおしゃれに
はい。出ました難題。これを要約すると
【ステンレスの薄い刃で、両刃のもの。サイズは極小。】
ってことになります。
さて、要件も整ったところで製作準備にかかります。
まずは【錆びにくい】の条件を満たすために、ステンレス鋼材の確認。
以前板厚3mmのステンレス鋼板を業者から購入していたので、その残りを使おうと思います。
マルテンサイト系ステンレスで、“DSR1K6″という刃物を作るためだけに開発されたステンレス鋼です。
炭素を多く含み、焼き入れすると物凄くかたくなります。
あまり硬すぎてもパキっと折れてしまうので、ロックウェル高度は60HRCくらいを目指します。(勘で)
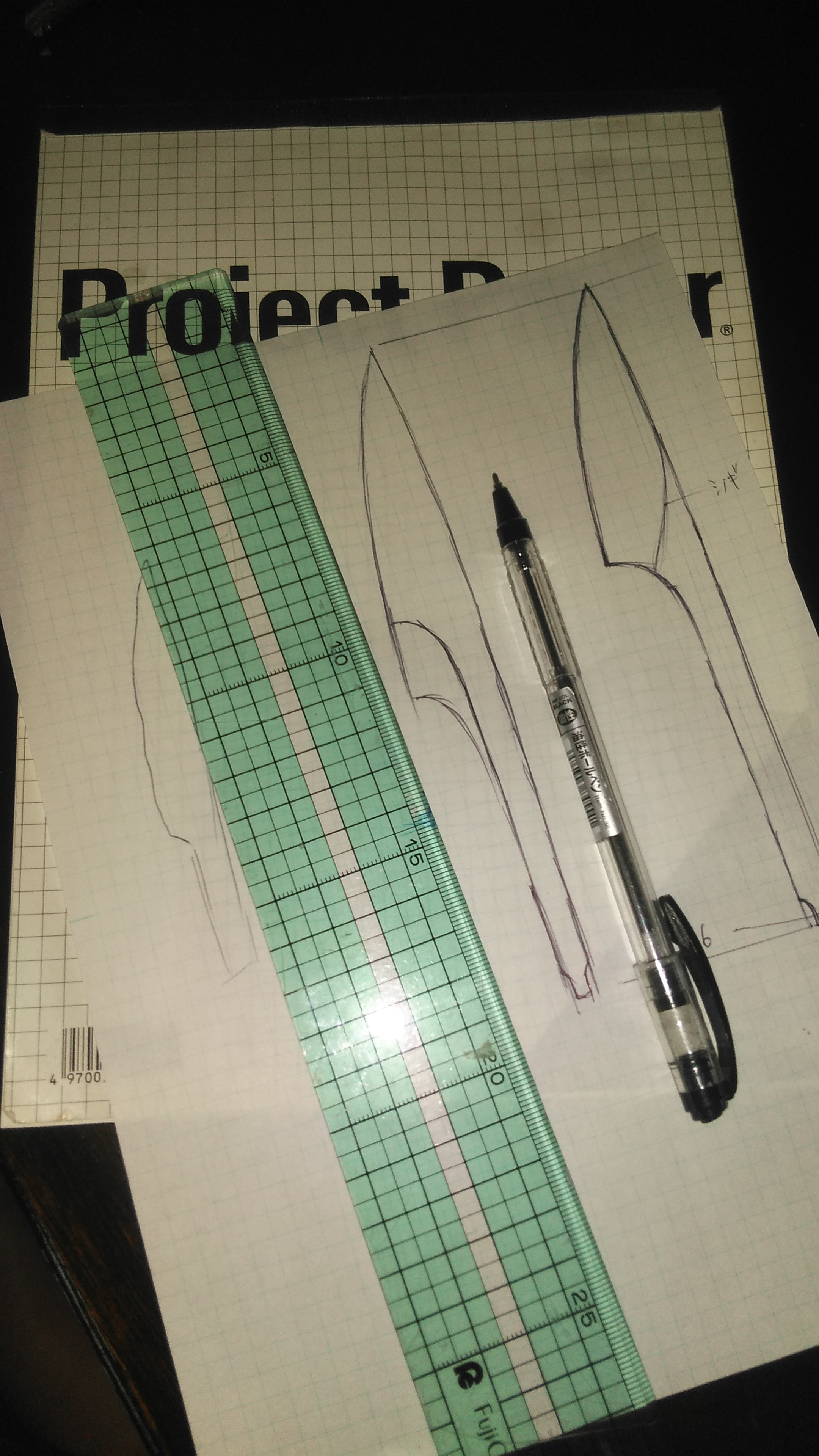
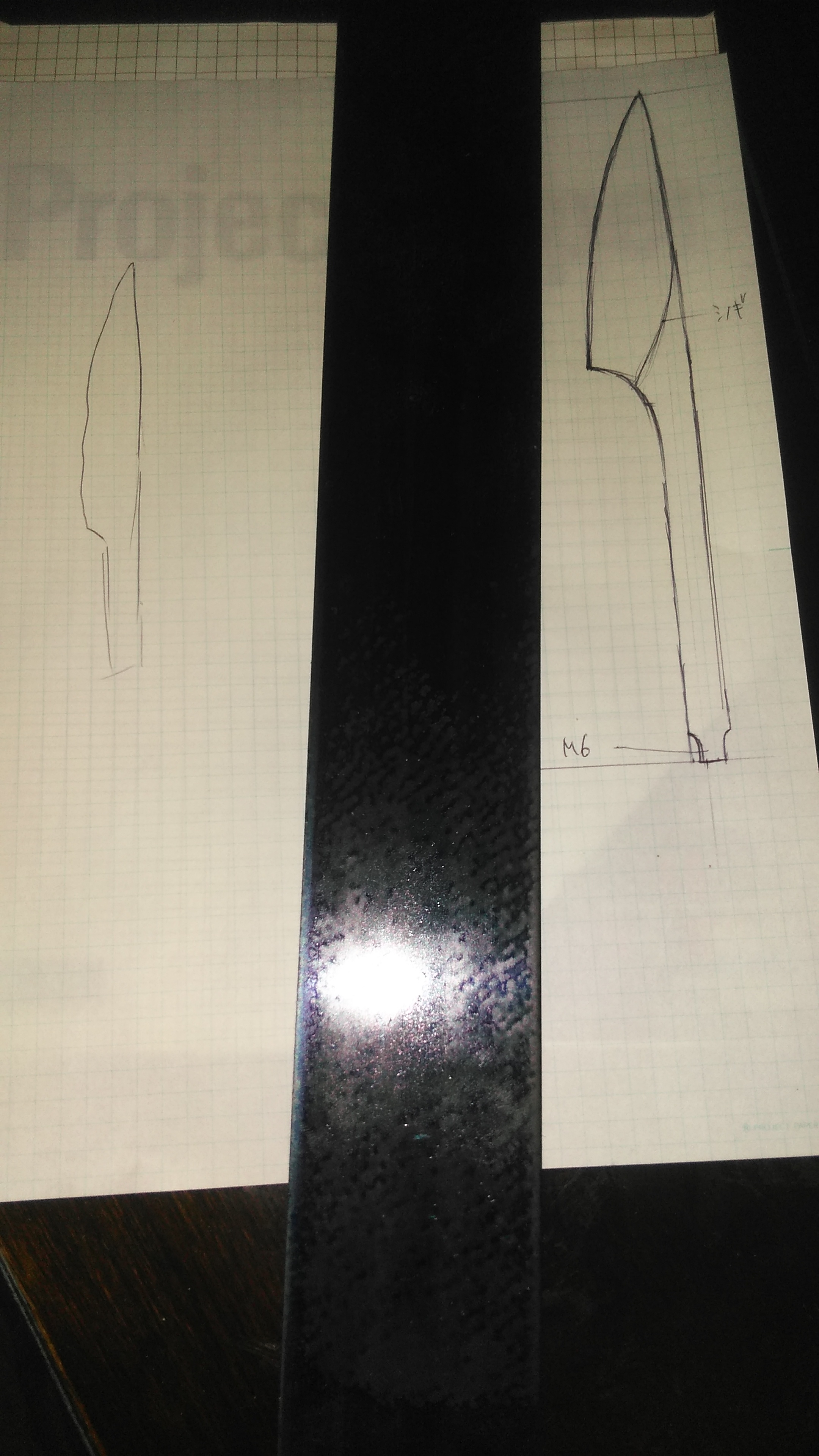
さて、嫁に形を確認し、鋼板にケガいてゆきます。どうせ削った時に先の方は無くなるのでちょっと長めにケガきます。

ケガキ終わったので、切断・形成していきます。
金属は切ったり削ったりした時と同じ力で「元の形に戻ろう」としています。なので、長時間経つと(何日か何十年かはわかりませんが)突然”パキッ”といって折れたりすることもあったりします。
ですので、本来は高速切断機等を使用するのはよくないのですが、今回は(?)めんどくさいので電動で切ったり削ったります。


はい。早いですね。
では包丁の形を切り出していきます。本当は360度角度変更できるバイスが欲しいのですがね…


はい。ある程度切り出しました。

アゴを作っていきます。

形がある程度整ったので、【薄い刃】の条件を満たすために、板厚を削って刃を作っていきます。目指す板厚は1.5mm。



【柄をオシャンティに】とのことでしたので、層を作ろうと思います。
黒檀・鹿の角・ステンレスの三層です。
接着剤を使用して止めますが、念のため一番下はねじ切してがっちり止めることにします。
設計ではM6を使用する予定でしたが、M6の1.0ピッチのダイスを切らしていたので、M4のダイスでねじ切りします。


はい。ねじ切りました。
次は柄の一番下に付ける抑え部分を作ります。M4でねじ切りするので、3.5mmで下穴をあけます。

切り出して、形を少々整えつつバリをとります。

M4のダイスでねじ切りします。

さて、ある程度形を作った(刃の部分は#600まで仕上げています)ので、焼き入れを行います。
DSR1K6は、焼き入れ温度が1080℃(1025℃~1080℃までが範囲(たぶん))と決まっていますので、その間の温度で焼き入れします。
木炭(マングローブ黒炭)の最高温度は1200℃で十分な熱量が得られますが、消耗が激しいので木炭とコークスを使います。

コークスというのは、石炭を1000℃以上の高温炉で蒸し焼きにしたもので、炉の作り方にもよりますが、1500℃以上の温度を得られます。
更に、なかなか減らないのが特徴で、コスパが良いです。
僕が作成した炉は、イソライト工業の”耐火断熱煉瓦”を使用しており、煉瓦を二枚重ねると、1200℃の高温を出しても表面は80℃程度にしかならない優れた断熱効果を持っています。


焼き入れ温度は1080℃。この温度は火の色を見て判断します。
火の色は高温になるにつれ、赤→オレンジ→黄色→白となっていきます。本来薄暗い状態でないと色で判断するのは難しいのですが、焼き入れ対象温度に幅があるので、そこまで気にしません。
鋼材に色がつくのはおよそ600℃位から。赤まったら600℃くらいです。
はいココ。真ん中が白くて周りが黄色、鋼材とコークスが同様の色になり、カメラでは捉えられない色になっています。
これで1080℃前後です。

この鋼材は油冷対象鋼材ではないので、一気に水冷します。ここで左右に動かしたりすると、刃が曲がってしまいますので、真っ直ぐにおろし、4秒程度で引き揚げます。

ちょっと火に当て過ぎました。少し…?脱炭していますね。でも焼き入れは成功です。
このままでは硬すぎてもろいので、焼き戻しを行います。
DSR1K6の焼き戻し温度は200℃。これはうれしい焼き戻し温度で、オーブンなり油なりで焼き戻しできます。
今回は炭の上で温めましたが、油やオーブンで200℃まで温めてから、放置するのが確実です。
表面に付いた酸化被膜を取り除くべく、磨き作業です。熱処理をしたあとですから、なるべく熱を持たないように磨いていきます。

#320→#400→#600→#800→#1000→#1500→#2000→青砥バフの順で仕上げます。今回は『家で使うものだしそんなにきれいにしなくていいよね』ってことでかなり雑な仕上がりになっていますが、まぁよいでしょう。…キレイになったところを写真撮るの忘れました…
でも、ここが一番疲れる作業です。全部人力ですから!
オシャンティな柄にするべく、黒檀→ステンレス→角→黒檀→ステンレス→角→黒檀→ステンレスの順で層にしました。
間にはエポキシ系の接着剤を塗りたくっています。一番下はねじ切りしてあるので、くるくる回してそれぞれを押さえつけています。

さて、これを削っていきますよ。

このディスクペーパー。ダイソーで100円です。ホームセンターで買うと1000円はするものです。ダイソーばんざい。

削って

削って、削りました。
仕上げに、黒檀にツヤを出すために油をしみこませます。本当はクルミオイルとかが良いのですが、そんな高級なものは家に無いので、椿油をしみこませます。

ちょっと雑だけどだいたいいいところいったでしょ。売り物じゃないしいいよねwってことでこの辺で出来上がりとします。

包丁の形は完成しましたが、まだ刃を付けていません。これから研がねばならないのです。
もともと売られている包丁を研ぐなら中砥(#1500)くらいから研ぎ始めますが、今回は作り立てなので#130の荒砥から研ぎ始めます。
研ぎの基本は、10円玉3枚分浮かせて研ぐ。ということ。これは慣れないとなかなか感覚はつかめません。

ぬるま湯に30分以上漬けおきします。砥石に水を吸わせるためです。

荒砥の場合は、砥糞(研いだ時に出る砥石のカス)を流しながら研ぎます。#240まで研ぎました。これである程度刃がついていなければ、どうやったって切れる包丁にはなりません。爪に当てて引いてみて、止まるようなら刃がついています。滑るようなら刃がついていません。

しっかりと止まりました。刃の若干の曲がりも、#1500までの研ぎで修正します。

仕上げに入っていきます。#3000の砥石で、鏡面に仕上げていきます。この時点でトマトの皮はするっと切れますが、産毛は剃れません。

#1500以上の研ぎでは、砥糞は洗い流さず、むしろ出した方がよく研げますので、砥糞は洗い流さないように研いでいきます。
次は#8000。このくらいの砥石になると、砥糞を予め出す砥石が付属しています。

砥石をまんべんなくこすって砥糞を出し、研いでいきます。

さて、ここで最終確認。刃の曲がりがないか、しっかりと刃が全体についているか。

問題なさそうなので、#10000で最終仕上げをします。
#10000クラスはカミソリを研ぐレベルですね。この砥石だけは、研ぎ方が違います。
8の字を描くように優しく何度も研ぎます。

これで産毛もそれる包丁が出来上がりました。


今回は結構雑に作ってしまいました…刃が傷だらけ。
急ピッチで作ったのでまぁ致し方が無い。
もうそろそろマグロ切り包丁(長鉈も兼ねて)を仕上げたいなぁと思っています。

お粗末様でした!
しいたけ
